Laser cutting machine application range
Most laser cutting machines are controlled by numerical control programs or made into cutting robots. As a precision processing method, laser cutting can cut almost all materials, including two-dimensional or three-dimensional cutting of thin metal plates.
In the field of automobile manufacturing, the cutting technology of space curve such as car roof window has been widely used. The German Volkswagen company uses a 500W laser to cut complex body sheets and various curved parts. In the aerospace field, laser cutting technology is mainly used for cutting special aviation materials, such as titanium alloy, aluminum alloy, nickel alloy, chromium alloy, stainless steel, beryllium oxide, composite materials, plastics, ceramics and quartz. The aerospace parts processed by laser cutting are engine flame cylinder, titanium alloy thin-walled casing, aircraft frame, titanium alloy skin, wing girder, tail panel, helicopter main rotor, space shuttle ceramic insulation tile, etc.
Laser cutting and forming technology also has a wide range of applications in the field of non-metallic materials. It can not only cut materials with high hardness and brittleness, such as silicon nitride, ceramics, quartz, etc. It can also cut and process flexible materials, such as cloth, paper, plastic board, rubber, etc., such as clothing cutting with laser, can save 10% ~ 12% of clothing materials, improve the efficiency of more than 3 times.
Applied material analysis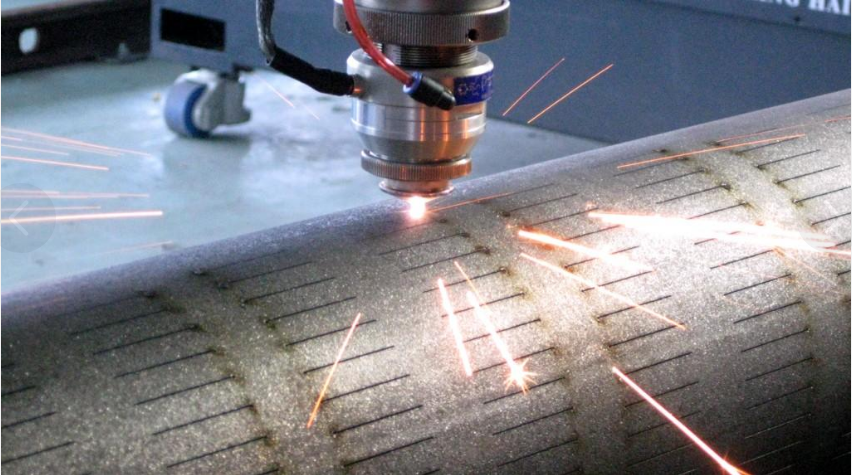
1. Structural steel
Laser cutting of the material with oxygen can get better results. When oxygen is used as a processing gas, the cutting edge is slightly oxidized. For sheets up to 4mm thick, nitrogen can be used as a processing gas for high pressure cutting. In this case, the cut edge will not be oxidized. For plates with a thickness of more than 10mm, better results can be obtained by using special plates for lasers and oiling the surface of the workpiece during processing.
2. Stainless Steel
Oxygen can be used if oxidation of the cut end face is acceptable; Nitrogen is used to obtain an oxidization-free burring edge that requires no further treatment. The coating of oil film on the surface of the sheet will get a better perforation effect without reducing the processing quality.
3. Aluminum
Despite high reflectivity and thermal conductivity, aluminum with a thickness of less than 6mm can be cut, depending on the alloy type and laser capability. When cutting with oxygen, the cutting surface is rough and hard. When using nitrogen, the cutting surface is smooth. Pure aluminum is very difficult to cut because of its high purity, and can only be cut when a “reflection and absorption” device is installed on the system. Otherwise the reflection will destroy the optical components.
4. Titanium
Titanium sheets are cut with argon and nitrogen as processing gases. Other parameters can be referred to nickel chromium steel.
5. Copper and brass
Both materials have high reflectivity and very good thermal conductivity. Brass less than 1mm thick can be cut with nitrogen; Copper thickness of less than 2mm can be cut, processing gas must use oxygen. Copper and brass can only be cut if a “reflection absorption” device is installed on the system. Otherwise the reflection will destroy the optical components.
Post time: Dec-01-2023